 客服热线:
客服热线:
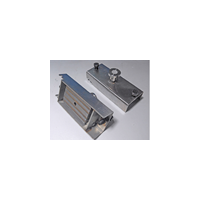
易之建不锈钢固定磁盒简介
一.技术说明:
1. 构成
内置耐高温永强磁芯,外配导杆连接、不锈钢外壳保护。

2. 原理
利用强磁芯与钢模台的吸附力,通过导杆传递至不锈钢外壳上,用卡口横
向定位,同时用高硬度可调节紧固螺丝产生强下压力(下图①),直接或
通过其他紧固件(下图②)传递压力,从而将模具牢牢的固定于模台上。
①高强度紧固螺丝直接下压,②通过延长压板下压
3. 性能特点
在 80 度以下养护库中长时间使用磁力不衰减,不锈钢外壳使得磁芯磁力
更集中,此外对磁芯起到非常好的保护作用,在恶劣的混凝土环境中不生
锈
4. 应用范围
广泛通用钢、铝、木、橡胶等放置于钢模台上生产之大部分模具。
5. 规格型号
800~1500kg吸力不等,可按照实际模具需要订做最佳吸力配套磁盒。
上图磁盒中,上方为订制1500kg 吸力,下方为通用800kg 吸力
二.使用方法
1.固定叠合楼板边模及墙板边模
磁盒应用—叠合楼板边模固定
三.与传统施工法相比优点
1. 拆装简便——省时、省工;传统螺栓固定——拆装困难,耗工时,费人力
2. 一盒多用,可用于木、铝、钢模,并且任意组合;传统工法:螺栓或螺纹
固定,方式经常需变化;
3. 以强磁芯吸附模台固定模具,无需在模具或模台上钻孔,不对模台及模具
造成任何损伤,大大提高其使用寿命;传统工法:需在模具或模台上冲孔
后用螺栓固定,造成永久性损伤,久而久之造成构件表面凹凸不平,模台
及模具的使用寿命短,成本摊销高。
四、固定磁盒与建筑工业化
建筑工业化的体现为构件标准化、工厂化、批量化预制流水线生产,其
中关键的一环即生产效率的提高。构件生产流水线效率最重要体现在生产节
拍上(即各道工序完成进入下一个协同工位需要的时间),生产节拍时间的
长短取决于生产各工序中时间最长的一环,现场证明生产过程中最为耗时环
节在于模具拆装工序。生产流水线及固定模台上使用固定磁盒固定边模已成
为必然的趋势(见下工时对比)
国内某家构件生产厂,以传统工法于6*4米模台上生产单块构件,装模
需要时间约为1.5 小时/块,按每天10 小时计算,一队装模人员每天仅可装
6.7套;
国内另一家构件生产线在9*3.5 米模台上使用固定磁盒,仅需10-15 分
钟即安装边模,每天可装40-60套,是传统工法的1/6~1/10。
由此可见,预制构件生产流水线,或批量固定模台构件生产,使用固定
磁盒拆装边模是不二选择。
五、使用注意事项:
1、紧固螺母不可下调,否则把磁盒体顶开贴合面过多导致吸附不充分造
成边位移。
2、放置磁盒的钢模面需平整,每次使用前需将且清理干净,不可有混凝
土残留物或及其它颗粒物,以免影响磁芯与模台的贴合不密切,影响
固定力度。
3、磁盒使用前后均需清理磁芯接触面,不能有混凝土以及铁屑等粘在上
面,影响吸附力。
4、经常清理粘在合体上的混凝土并涂上机油,定期给导杆位置加机油以
保证磁芯开合的顺畅。
5、禁止用铁锤等硬物敲打合体,或高处自由下落至钢铁表面,否则加磁
芯本身强大吸附力可能损坏盒体影响使用,甚至会造成磁芯错位,损
坏磁盒。
 进入展厅
进入展厅
 点击收藏
点击收藏

