



 企业资料通过认证
企业资料通过认证



![]()
◇生产线上所有装备均采用集约式模块化设计,故标准化程度高,安装维修方便,升级兼容度广,原传统PC生产线中的功能模块亦可被选配应用。
◇运行动作简洁,运行效率高。



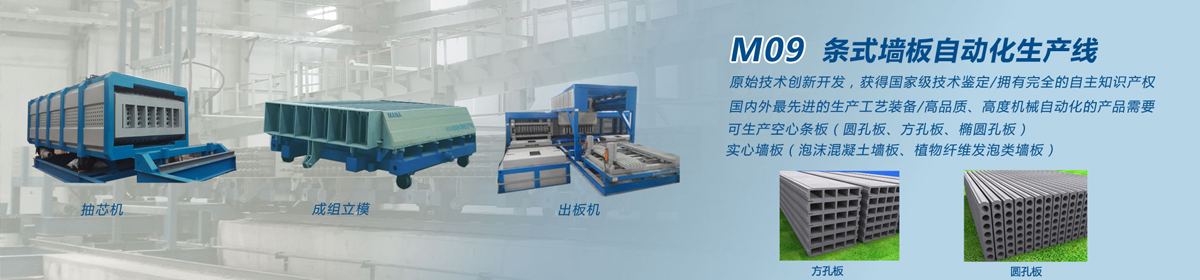
混凝土预制部品的工厂化生产是装配式建筑发展的必要条件,而预制部品的工业化制造则是装配式建筑得以广泛推广应用的基础平台。PC大板生产线即是这个基础平台的一部分。
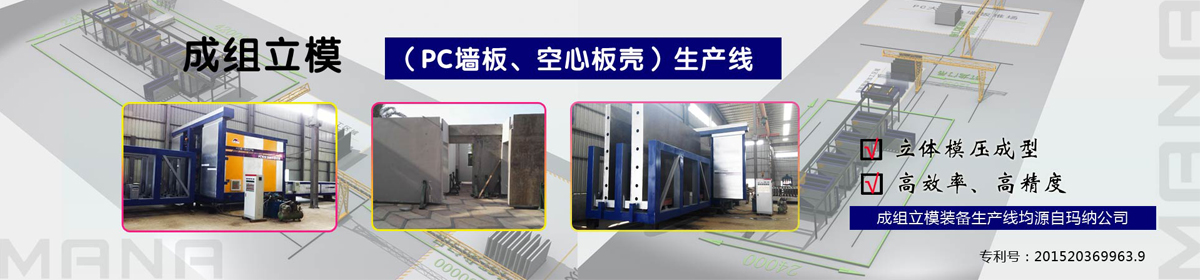
预制部品的生产工艺有三种:① 平模法;② 挤出法;③ 成组立模法。而PC大板生产线则是“平模法”工艺中最具工业化制造能力的一类生产装备。“平模法”工艺是预制行业应用范围最广,历史最久的工艺。
原 “平模法”工艺所使用的“装备”大量是手工组装的工具式模板,及由这些工具式模板组合而成的,不同运行方式的,半手工、半机械化生产线。
而PC大板生产线的引进,为预制构件行业提供了一种新的选择。当时,PC大板主要是指整间板、大墙板。是专门为“大板建筑”而配套的。
目前的PC大板生产线,已比引进之初有了极大的完善与提高,此类生产线已经成为专业化预制部品生产平台,这个平台以标准化的生产工艺,规模化的制造能力,生产制造出不同形式,不同品种,不同规格的预制部品来。如:外墙板、内墙板、叠合板、实心板、空心板、复合板等。
但是此类“PC大板生产线”也有可商榷之处,其运行仍然采用了传统的摊大饼式的平面运行方式(见图1),自动化程度有待提高。而本文介绍的“集约式立体运行PC大板自动化生产线”则系统的解决了以上问题。
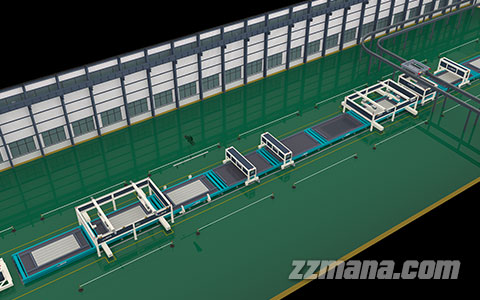
新型“集约式立体运行PC大板自动化生产线”的特点在于(见图2):
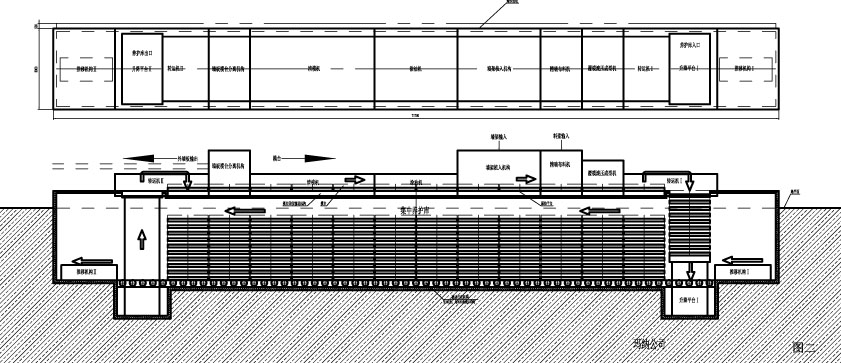
立体式运行生产线装备由三部分组成:
① 功能主机:各工位完成功能动作的装备。
如:边模定位机、端模归位机、自动称重注料机等12种装备;
② 运行主机:为整线提供运行动力、运行动作的装备。
如:移位机、推位机、归位机、升降平台等10种装备;
③ 成型主机:预制部品成型装备。包含标准自定位模台若干。
本生产线的工艺流程为:
成型模台在地面工位工作通道上,完成预设的各种功能成型工艺动作;之后进入地下养护通道,进行可控养护;按计划养护完成后,升至地面,提取合格部品后进行生产线再循环。
集约式布置:生产线上所有装备均采用集约式模块化设计,故标准化程度高,安装维修方便,升级兼容度广,原传统PC生产线中的功能模块亦可被选配应用。运行动作简洁,运行效率高;
边模、端模:实现了自动化装、拆、运;
地下养护:保证了高保温、高节能、高环保;
生产车间面积:120×15㎡,新生产线的综合投资成本大幅降低:如:①土地成本;②基建成本;③设备成本;④人力成本;⑤运行成本;⑥环境成本;⑦管理成本。
